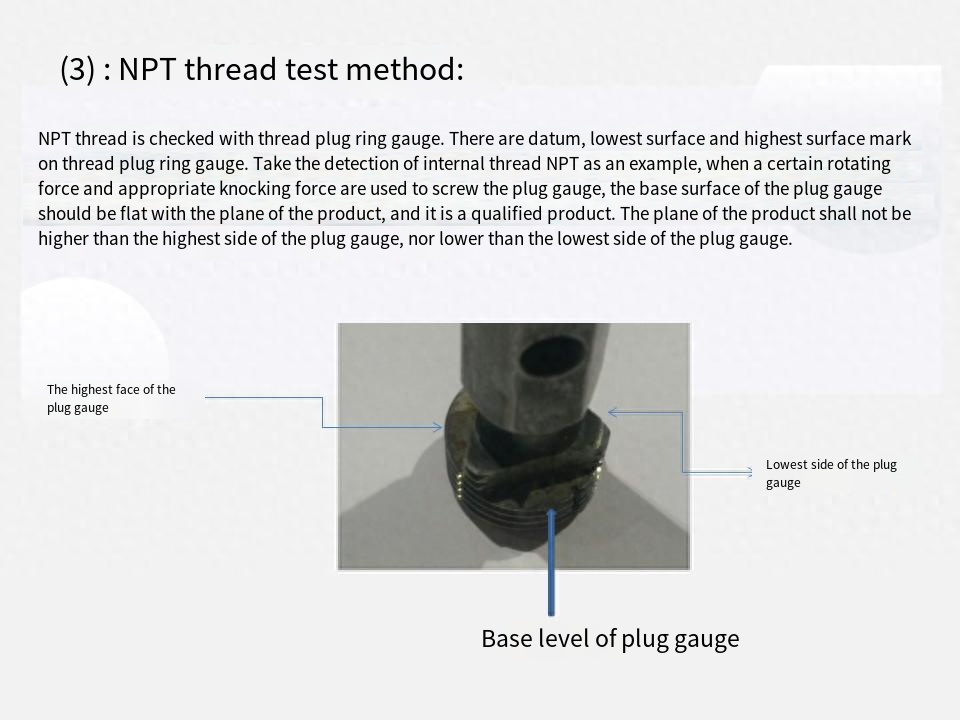
NPT thread ແມ່ນມາດຕະຖານອາເມລິກາ 60° ທໍ່ທໍ່ taper thread.ສູດການຄິດໄລ່ເສັ້ນຜ່າກາງ warp ຂອງ thread ແມ່ນ: ສູດສໍາລັບເສັ້ນຜ່າກາງເສັ້ນຜ່າກາງຂອງ thread ແມ່ນ: D2=d2=D-0.8XP ສູດສໍາລັບການ warp thread ແມ່ນ: D1=d1=D-1.6XP ຮູບແບບເຫມາະຂອງ thread ແມ່ນ. ແບ່ງອອກເປັນ cone-post fit ຫຼື cone-cone fit.ຄວາມຍາວຂອງກະທູ້ L ແມ່ນຜົນລວມຂອງຄວາມຍາວຕົວຈິງຂອງຄວາມຍາວປະສິດທິພາບຕໍາ່ສຸດທີ່ບໍ່ຫນ້ອຍກ່ວາໄລຍະຫ່າງການອ້າງອິງຂອງຕົນ + ອະນຸຍາດການປະກອບ. ຫຼັງຈາກການປຸງແຕ່ງ thread, ເມື່ອຜະລິດຕະພັນສໍາເລັດຮູບ, ເຄື່ອງຫມາຍສະເພາະຂອງ thread ຄວນຖືກຫມາຍໃສ່. ໃບຫນ້າສຸດທ້າຍຂອງກະທູ້ຫຼືສະຖານທີ່ຈັບຕາອື່ນໆ, ເຊັ່ນ: 4-8NPT-LH ການປະທັບຕາຂອງກະທູ້ນີ້ແມ່ນສໍາເລັດໂດຍອຸປະກອນການຜະນຶກລະຫວ່າງ threads. ໃນເວລາທີ່ມີການຂັດແຍ້ງກ່ຽວກັບການກວດກາຂອງ thread plug ring gauge, ສະຖາບັນການສອບເສັງມືອາຊີບຈະຊະນະ.
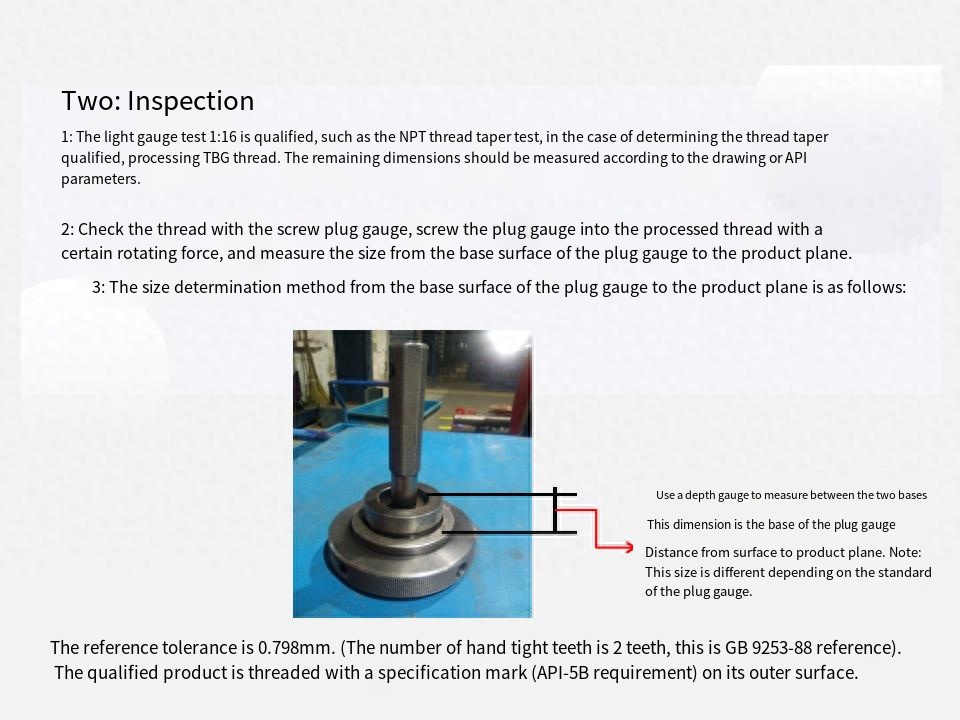
ການກວດກາຂອງກະທູ້ TBG
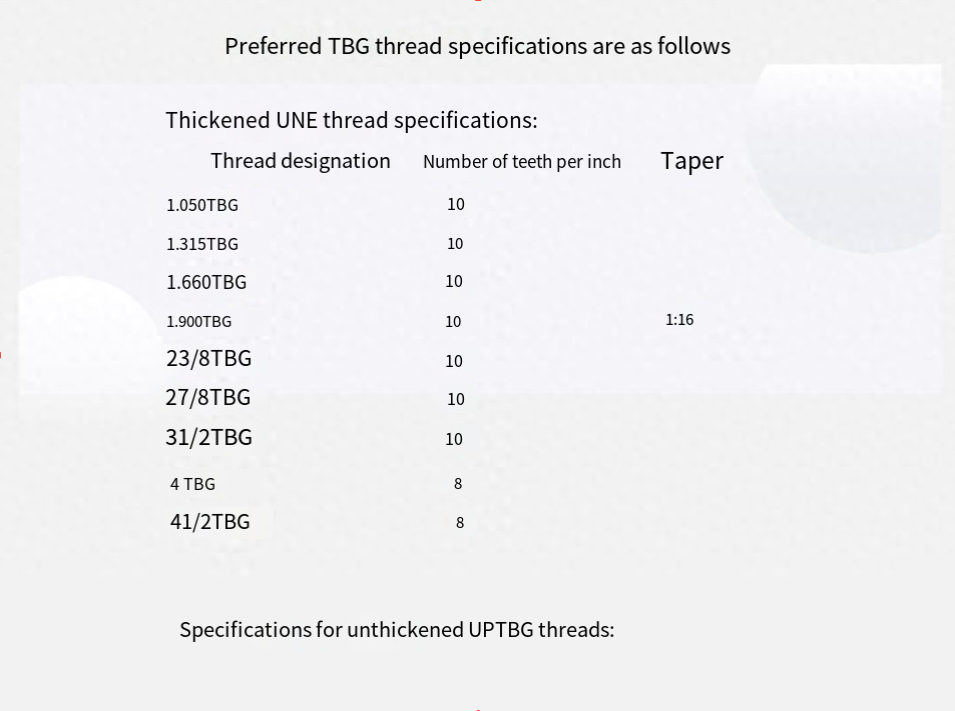
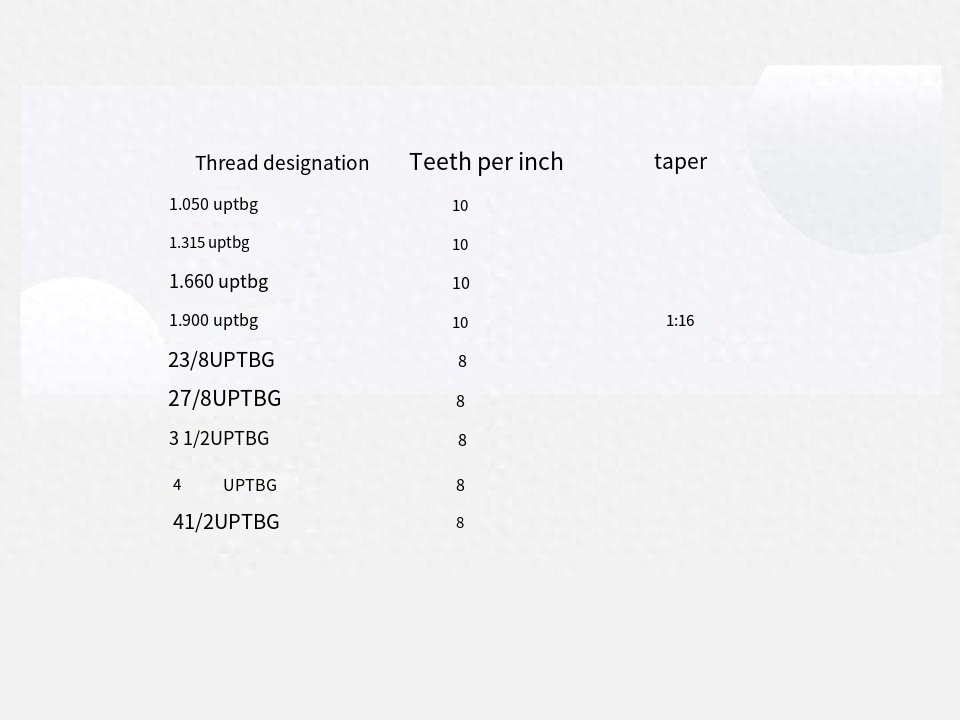
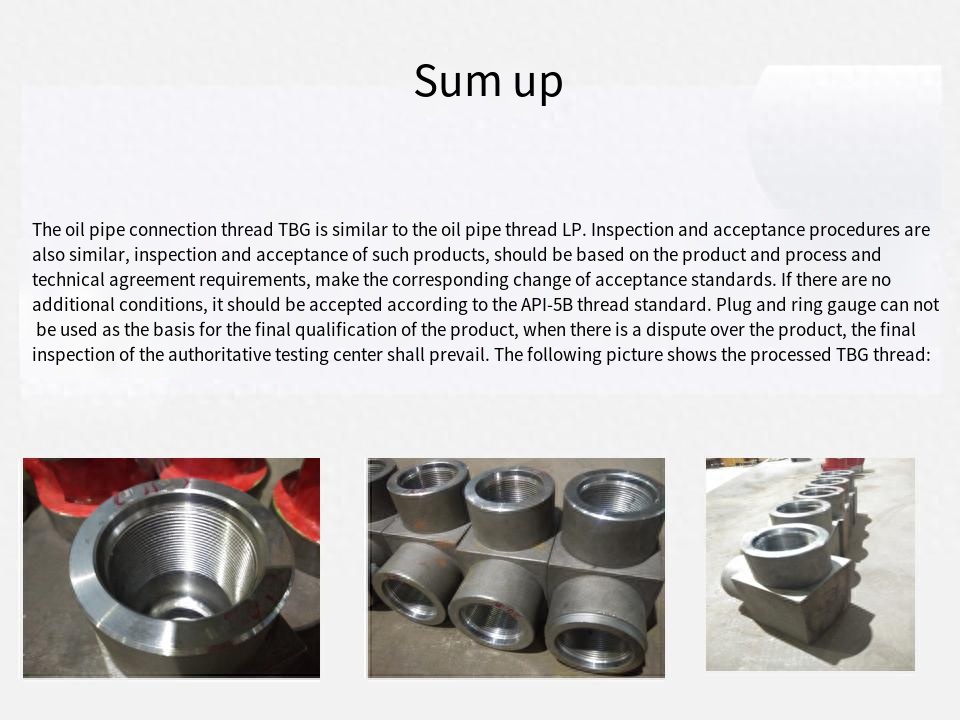
ກະທູ້ TBG ແມ່ນກະທູ້ເຊື່ອມຕໍ່ທໍ່ນ້ ຳ ມັນ, ຄ້າຍຄືກັບກະທູ້ທໍ່ນ້ ຳ ມັນ LP, ມາດຕະຖານຂອງມັນແມ່ນ: API-5B, thread TBG ຖືກແບ່ງອອກເປັນຫນາ (EUE EU) ແລະບໍ່ຫນາ (NUE NU) ສອງປະເພດ, thread Angle ແມ່ນ 60 °. taper ແມ່ນ 1:16.ຂໍ້ກໍານົດສະເພາະຂອງກະທູ້ unthickened ມີດັ່ງນີ້: 1.05TBG;1.315 TBG;1.660 TBG;1.900 TBG;22/8TBG;27/8TBG;31/2TBG;41/2TBG.UPTBG thickened (EUE) thread TBG, 8 ແຂ້ວແຕ່ລະຄັ້ງ, ຂໍ້ມູນສະເພາະແມ່ນ: 1.05UPTBG 1.05UPTBG;1.315 UTBG;1.660UP TBG;1.900UPTBG;2 2/8UPTBG;27/8UPTBG;31/2UPTBG;4UPTBG.41/2UPTBG
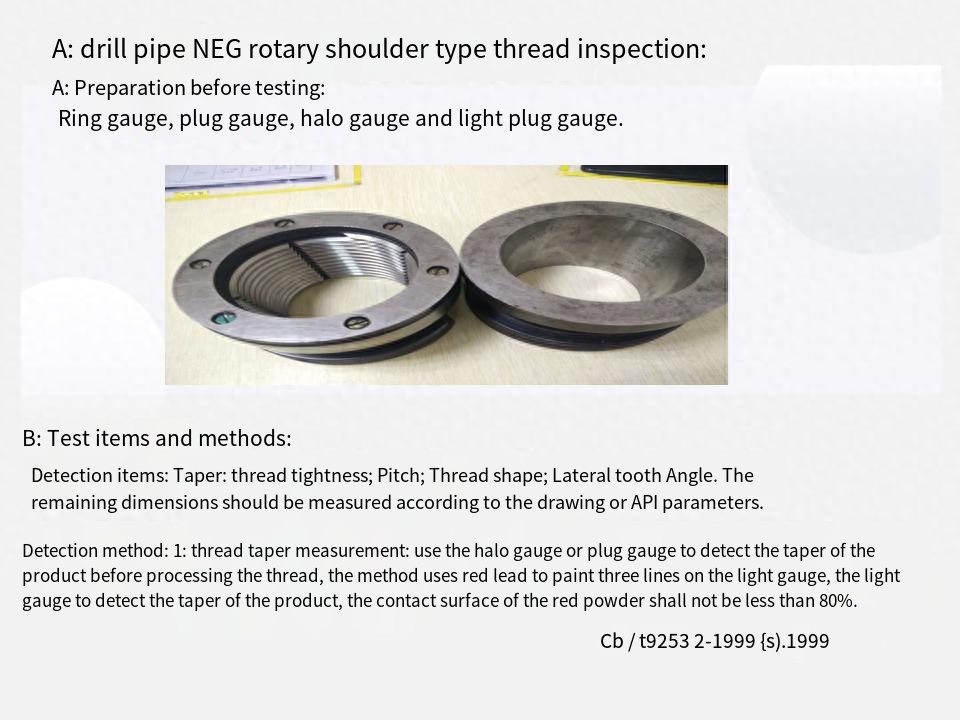
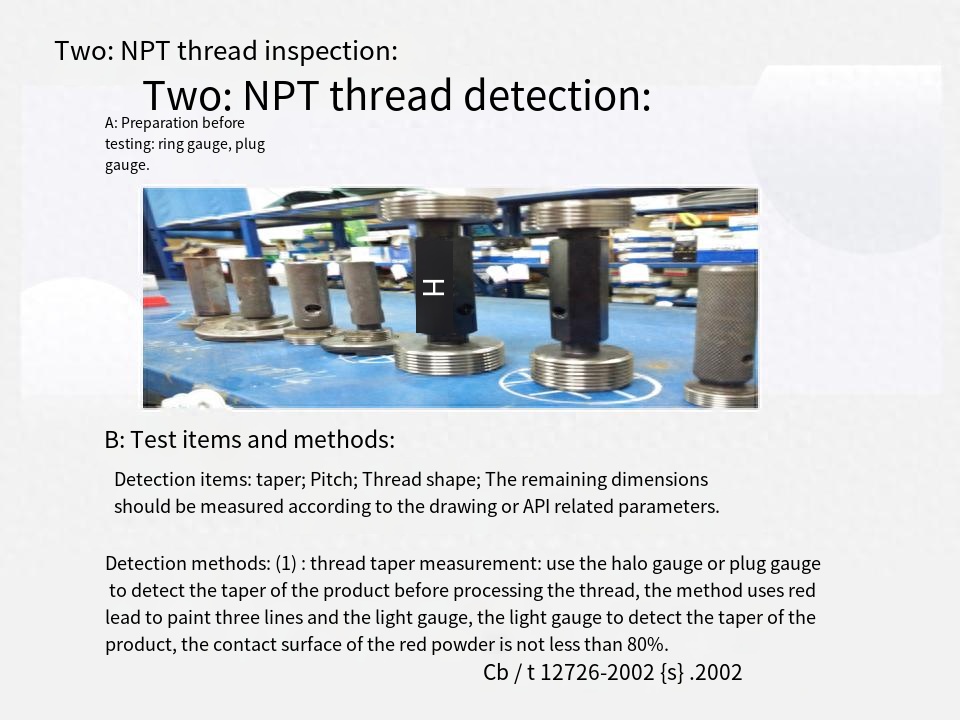
.A: Preparation before inspection: 1:16 light gauge, plug ring gauge.60° teether gauge.CB/T 12726-2002 (S).2002
ການກວດກາກະທູ້ອາເມລິກາ:
(1) ມຸມຮູບຮ່າງແຂ້ວຂອງກະທູ້ອາເມລິກາແມ່ນ 60°, ເຊິ່ງແບ່ງອອກເປັນ: UNS ຫຍາບ, UNF ປັບໄຫມ, UNEF ທີ່ດີເລີດ, universal UNC thread coarse.Pitch ແມ່ນສະແດງອອກໃນຈໍານວນແຂ້ວໃນ 25.4mm ຕໍ່ນິ້ວ.ວິທີການເຮັດເຄື່ອງຫມາຍເຊັ່ນ: 7/8-9UNC.2B. ເກຣດຂອງກະທູ້ອາເມລິກາແບ່ງອອກເປັນ A ແລະ B ສອງປະເພດ, thread A ແມ່ນໃຊ້ໄດ້ກັບ thread ພາຍນອກເທົ່ານັ້ນ, ແບ່ງອອກເປັນ 1A;2A;3A, ຊັ້ນຮຽນຂອງກະທູ້ພາຍໃນແມ່ນເປັນຕົວແທນໂດຍ B, ຍັງແບ່ງອອກເປັນ 1B;2B;3B.1A1B ມີເກຣດກະທູ້ທີ່ສູງທີ່ສຸດແລະຖືກນໍາໃຊ້ສໍາລັບການລະເບີດສະຫະລັດຫຼືຈຸດປະສົງພິເສດອື່ນໆ.2A2B ແມ່ນເຫມາະສົມສໍາລັບກະທູ້ເຊື່ອມຕໍ່ທົ່ວໄປແລະສາມາດເຄືອບຢູ່ດ້ານຂອງ thread. ວິທີການກວດກາ: ເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ຂອງກະທູ້ສະຫະລັດ;ເສັ້ນຜ່າສູນກາງຂະຫນາດນ້ອຍ;warp ຂະຫນາດກາງສາມາດໄດ້ຮັບການປ່ຽນເປັນຄ່າ metric M.ຫຼັງຈາກນັ້ນ, ອີງຕາມວິທີການກວດກາ metric M thread ເພື່ອທົດສອບເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ຂອງ thread ອາເມລິກາ;ເສັ້ນຜ່າສູນກາງຂະຫນາດນ້ອຍ;ເສັ້ນຜ່າກາງກາງຫຼືມີຂໍ້ກໍາຫນົດດຽວກັນຂອງວົງ plug gauge ທີ່ສົມບູນແບບແລະຢຸດ gauge ການກວດສອບ;ສ່ວນທີ່ເຫຼືອຕ້ອງໄດ້ຮັບການກວດກາຕາມຮູບແບບແລະຄວາມທົນທານຂອງຕໍາແຫນ່ງອື່ນໆແລະຂະຫນາດທີ່ລະບຸໄວ້ໃນຂະບວນການແຕ້ມຮູບ. ວິທີການແປງເສັ້ນດ້າຍອາເມລິກາເປັນ metric M thread ແມ່ນດັ່ງຕໍ່ໄປນີ້: ເຊັ່ນ: 7/8-9UNC.2B ເສັ້ນຜ່າສູນກາງຂອງມັນແມ່ນ: 22.225. ມມ.pitch ຂອງມັນແມ່ນ: 2.822mm, ແລະເສັ້ນຜ່າສູນກາງຂອງມັນແມ່ນ 22.225(0.6495 x 2.822) = 20.391 mm.Finished American thread product: ຕົວລະບຸ thread ຜະລິດຕະພັນຈະຕ້ອງຖືກເຮັດຢູ່ດ້ານຂອງຜະລິດຕະພັນກ່ອນທີ່ຈະສາມາດເກັບຮັກສາໄດ້.
ກະທູ້ທໍ່ນ້ຳມັນ LP
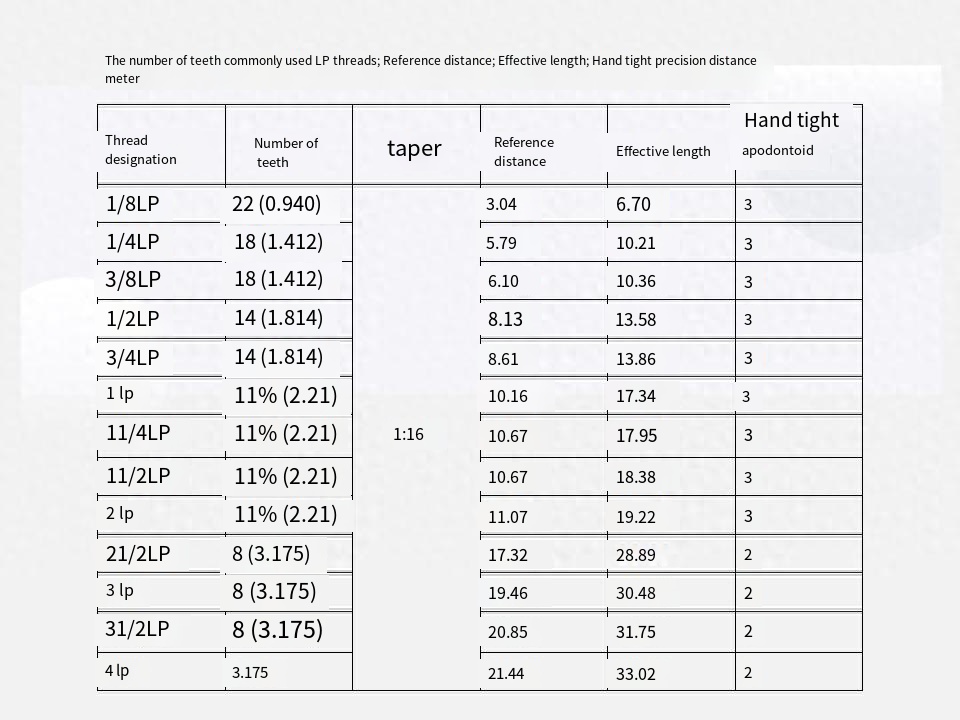
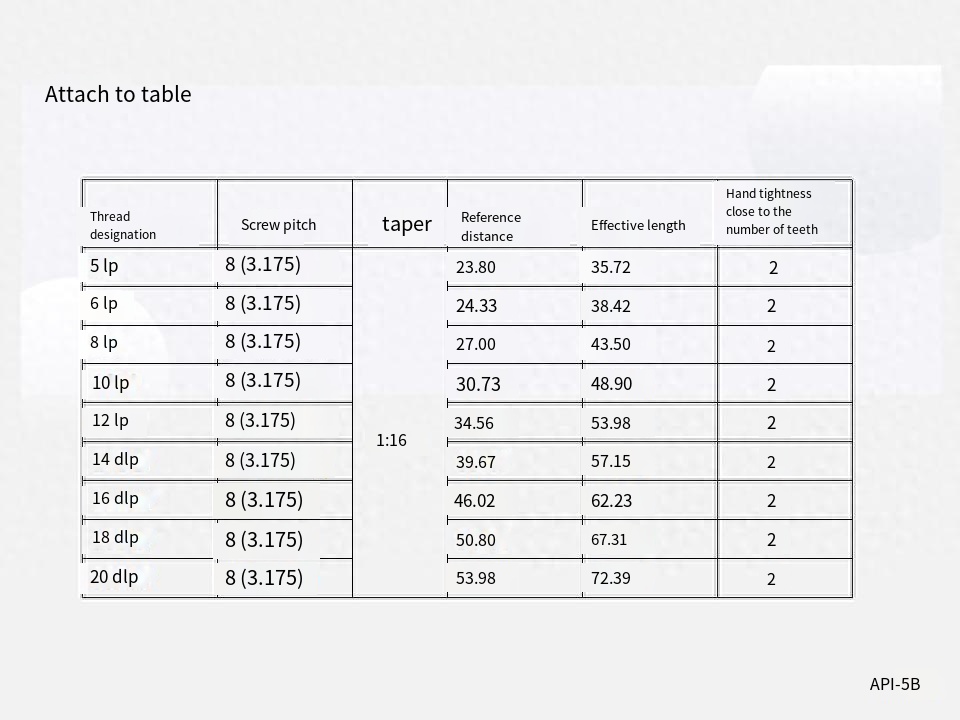
inspectionLP ກະທູ້ທໍ່ນ້ໍາມັນ;ຄ້າຍຄືກັນກັບກະທູ້ NPT vertebral ທໍ່ກັບ thread contour Angle ຂອງ 60° ແລະ taper ຂອງ 1:16.ຄວາມແຕກຕ່າງລະຫວ່າງມັນແລະ NPT ກະທູ້ກະດູກສັນຫຼັງແມ່ນວ່າຄວາມສູງຂອງກະທູ້ LP ຂອງສະເປັກດຽວກັນແມ່ນຕ່ໍາກວ່າເສັ້ນດ້າຍ NPT, ຄວາມສູງຂອງກະທູ້ LP ແມ່ນ 0.073P, ໃນຂະນະທີ່ຄວາມສູງຂອງກະທູ້ NPT ແມ່ນ 0.033P, ນັ້ນແມ່ນ, ປາຍ. ຂອງກະທູ້ LP ແມ່ນຫຼາຍ flatter ກວ່າຂອງ thread NPT.ແລະກະທູ້ LP ມີການຢຸດ, ສາມາດປົກປ້ອງເສັ້ນດ້າຍຈາກຄວາມເສຍຫາຍໄດ້ຢ່າງມີປະສິດທິພາບ, ການປະທັບຕາຂອງເສັ້ນດ້າຍ LP ຖືກປະທັບຕາດ້ວຍເສັ້ນແຂ້ວ, ດັ່ງນັ້ນຄວາມຖືກຕ້ອງຂອງການປຸງແຕ່ງແມ່ນສູງກວ່າຄວາມຕ້ອງການຂອງເສັ້ນດ້າຍ NPT, ແລະຄວາມຍາວທີ່ມີປະສິດທິພາບຂອງກະທູ້ LP ແມ່ນຍາວກວ່າ NPT. , ເຊິ່ງເພີ່ມຄວາມຫຍຸ້ງຍາກໃນການປຸງແຕ່ງ. ການກວດສອບຂອງກະທູ້ LP: LP;ການກວດກາຂອງກະທູ້ໂດຍພື້ນຖານແລ້ວແມ່ນຄ້າຍຄືກັນກັບກະທູ້ NPT.ຕ້ອງການ 1:16 ວັດແສງສະຫວ່າງ, threaded plug ring gauge.ເຄື່ອງວັດແທກແຂ້ວ, ໄມ້ບັນທັດຄວາມສູງຂອງແຂ້ວ, ແລະອື່ນໆ ເນື່ອງຈາກຂໍ້ກໍາຫນົດທີ່ແຕກຕ່າງກັນຂອງກະທູ້ LP, ຈໍານວນຂອງມືໃກ້ຊິດກັບແຂ້ວໄລຍະຫ່າງຍັງແຕກຕ່າງກັນ.ນີ້ສາມາດກວດສອບໄດ້ຈາກມາດຕະຖານ API-5B thread.ໃນລະຫວ່າງການກວດກາແລະການທົດສອບ, ການຍອມຮັບຂະຫນາດທີ່ກ່ຽວຂ້ອງຄວນໄດ້ຮັບການປະຕິບັດຕາມຂະບວນການແຕ້ມຮູບແລະຂະຫນາດທີ່ຕ້ອງການໂດຍສັນຍາ.ຜະລິດຕະພັນທີ່ມີຄຸນວຸດທິຄວນຈະຖືກຫມາຍຢູ່ໃນຂໍ້ກໍານົດຂອງກະທູ້ທີ່ຈັບຕາ.
ເວລາປະກາດ: ກັນຍາ-07-2023